在模具设计与制造领域,薄壁模具零件因其结构复杂、刚性弱、易变形等特点,给加工、检测及后续装配带来了巨大挑战。设计一套高效、精准、稳定的特殊夹具,是保证薄壁模具零件加工质量、提高生产效率、降低废品率的关键环节。
一、 薄壁模具零件的特点与装夹难点
薄壁模具零件通常指壁厚较薄(例如小于2mm)的型芯、型腔、镶块、滑块等。其主要特点包括:
- 刚性差:在切削力、夹紧力作用下极易产生弹性变形甚至塑性变形,影响加工精度。
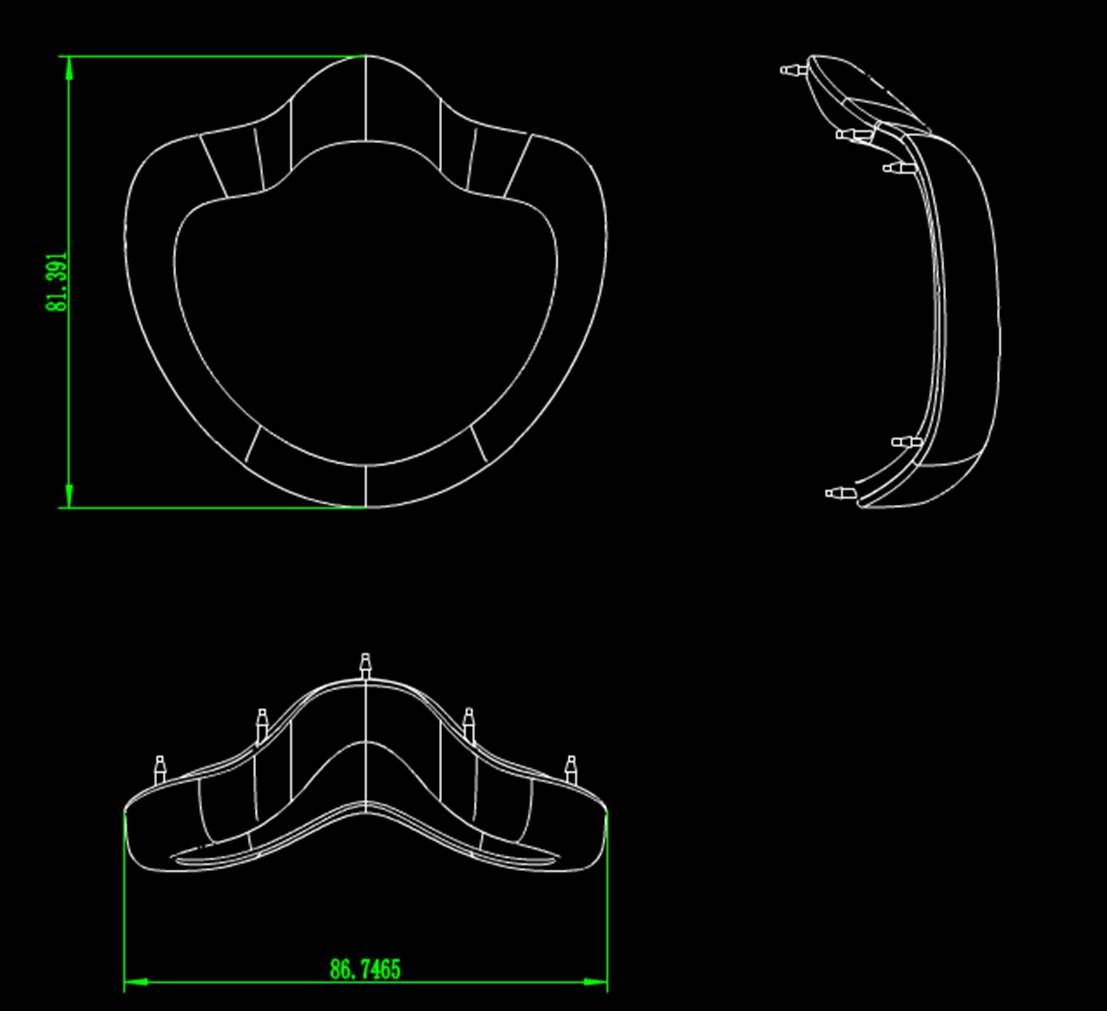
- 形状复杂:多为不规则曲面,定位基准面小,装夹稳定性要求高。
- 材料特殊:常采用高硬度、高耐磨的模具钢,切削力大,对夹具的强度和刚性提出更高要求。
装夹难点集中体现在如何实现“刚性增强”与“均匀施力”。传统三爪卡盘或通用平口钳的集中夹紧力极易导致零件压溃、翘曲或振动,难以满足精密加工需求。
二、 特殊夹具设计的基本原则
针对上述难点,特殊夹具设计应遵循以下核心原则:
- 分散化夹紧原则:采用多点、多向、面接触或真空吸附等方式,将夹紧力均匀分散到零件较大支撑面上,避免应力集中。
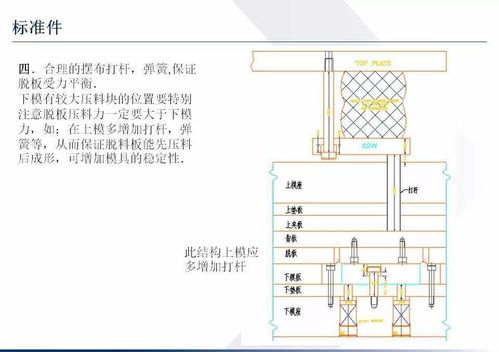
- 辅助支撑原则:在零件薄弱区域(如悬臂部分、大平面中心)设置可调节的辅助支撑点(如螺旋支撑钉、液压支撑单元),在加工前预先提供反向支撑力,抵消切削力引起的变形。
- 基准统一与快速定位原则:夹具的定位基准应与零件的设计基准、工艺基准尽量统一,并采用快速定位销、菱形销、3-2-1定位法则等,实现零件的快速、精确安装与重复定位。
- 材料匹配与减振原则:夹具本体应选用高刚性材料(如优质合金钢),并在与零件接触部位采用软质材料(如铜垫、工程塑料)作为介质,保护零件表面并吸收部分振动。
三、 典型特殊夹具结构设计实例
- 仿形真空吸附夹具:适用于大面积薄板状型腔零件。夹具工作台面根据零件背面轮廓精密加工出仿形腔体,并布满真空吸附槽与小孔。工作时,通过真空泵抽气,利用大气压力将零件均匀“吸附”在夹具表面,夹紧力分布极其均匀,几乎不产生夹紧变形,是加工薄壁平面或浅腔零件的理想选择。
- 模块化组合夹具与柔性支撑系统:针对多品种、小批量的复杂薄壁零件,可设计模块化的基础板、网格状T型槽系统,配合大量可自由组合、位置可调的模块化压板、支撑块、螺旋顶杆等。通过灵活配置,实现对不同形状零件的多点自适应支撑与夹紧,通用性强。
- 液性塑料定心夹紧夹具:对于薄壁套筒类零件,可采用液性塑料介质夹具。将零件置于具有薄壁套筒的夹具本体内,通过拧紧螺钉挤压液性塑料,使其均匀膨胀,从而对零件内孔或外圆产生均匀的径向夹紧力,定心精度极高,且变形控制良好。
- 热装夹紧与相位冷却夹具:利用零件与夹具材料热膨胀系数的差异进行装夹。例如,将夹具(如芯轴)进行冷却收缩后插入零件内孔,恢复常温后膨胀实现紧密配合;或加热零件使其膨胀后套在夹具上,冷却后收缩抱紧。此法无机械应力,精度高,适用于超精密加工场合。
四、 设计优化与注意事项
- 有限元分析(FEA)应用:在夹具设计阶段,利用有限元软件模拟分析在夹紧力和切削力作用下,零件与夹具的应力分布与变形情况,优化夹紧点位置、支撑布局与结构刚度,实现虚拟验证,减少试错成本。
- 夹紧力监控与自适应控制:对于高价值零件,可在夹具中集成压力传感器,实时监测夹紧力大小,并与数控系统联动,实现夹紧力的闭环控制与自适应调整,确保全过程受力最优。
- 便于排屑与冷却:夹具结构应开放、简洁,避免形成封闭空间,确保切削液能充分到达切削区域并顺利带走切屑,防止热积累和二次切削损伤。
- 操作的人性化与安全性:设计应便于零件的装卸、清理,夹紧机构操作省力、可靠,并设置必要的防错和防护装置,保障操作安全。
薄壁模具零件特殊夹具的设计是一项融合了机械设计、材料力学、工艺知识和创新思维的综合性工作。其核心在于深刻理解零件特性,通过创新的结构设计将“刚性不足”转化为“可控的柔性支撑”,从而在制造源头确保零件的几何精度与形状稳定性。随着智能制造和柔性制造的发展,兼具高精度、高适应性、智能监控功能的夹具将成为提升模具制造核心竞争力的重要工具。