塑胶模具作为现代制造业的核心工具,其设计与制造质量直接关系到产品的精度、外观和生产效率。本文将通过一系列高清细节图,深入解析塑胶模具的关键结构和设计要点,帮助读者直观理解其复杂性与精密性。
一、模具整体结构与类型
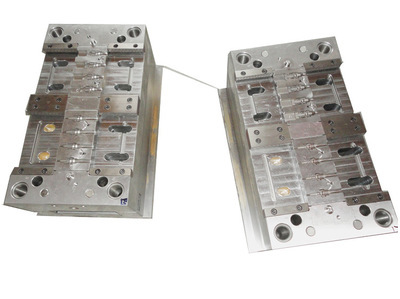
高清全景图展示了典型的二板模或三板模结构。二板模由定模和动模两大部分组成,分型面清晰可见,适用于结构简单的塑件。细节图中,可见导柱、导套确保合模精准,顶出系统(如顶针、顶板)布局合理,保证产品顺利脱模。三板模则增加了流道板,适用于点浇口进胶,能自动切断浇口,在细节图中可观察到复杂的流道设计和细水口结构。
二、成型系统细节剖析
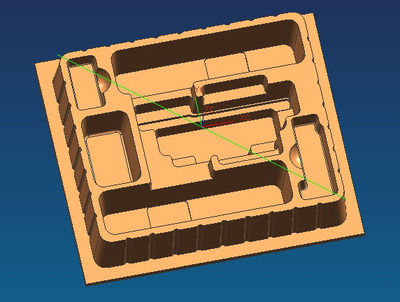
- 型腔与型芯:特写镜头下,型腔(凹模)和型芯(凸模)的抛光表面光洁如镜,纹理处理细腻。细节图显示,关键部位通常采用镶件结构,便于加工、维修和排气。排气槽设计在分型面或镶件缝隙处,深度仅为0.02-0.03mm,高清图中可见其细微如发丝的通道,能有效排除熔体中的气体,避免产品产生气泡或缺料。
- 浇注系统:高清细节图聚焦于浇口、流道和冷料井。热流道系统的加热圈、喷嘴温度控制点清晰可辨,展现了如何实现无废料连续生产。而冷流道系统的流道截面(圆形或梯形)经过精密铣削,表面光滑以减少流动阻力。浇口部位特写显示了针点式、侧浇口或潜伏式浇口的微小开口,其尺寸精度可达±0.01mm,直接控制熔体填充速度和成型质量。
三、顶出与冷却系统精微展现
- 顶出机构:细节图中,顶针、司筒(套筒顶针)和斜顶的安装位置精准。斜顶机构结合了顶出和侧向抽芯功能,高清图可清晰看到其导轨和滑块部分的耐磨处理,以及微小的配合间隙(通常小于0.02mm),确保动作顺畅无卡滞。
- 冷却水路:模具内部隐藏的冷却水路是高效生产的关键。透过剖面图或透明模型细节图,可见水路由钻孔或铣槽形成,围绕型腔型芯均匀布局。特写显示,水路接口处装有防水O型圈,管道内壁光滑,以保证冷却液快速循环,均匀控制模具温度,缩短成型周期并减少产品变形。
四、导向与定位系统
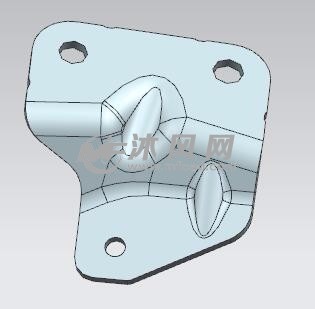
导柱、导套的细节图展示了其表面通常经过硬化处理和精磨,硬度可达HRC60以上,以确保长期使用的耐磨性。回针(复位杆)和边锁(模具锁)在高清图中结构分明,边锁的斜面互锁设计能有效抵消侧向力,防止模具错位,这些细节是模具精度和寿命的保障。
五、模具材料与表面处理
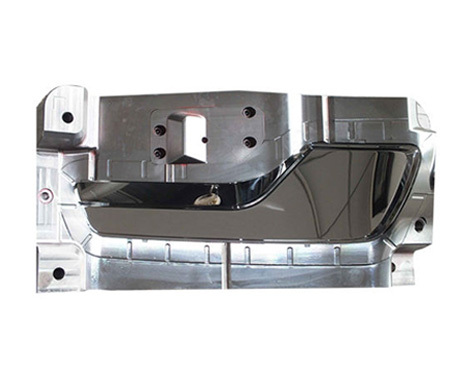
在微观细节图中,可观察到模具钢(如P20、H13、S136)经过热处理后的金相组织。抛光至镜面的型腔表面,甚至能映出倒影;而蚀纹或火花纹表面则呈现出均匀的立体图案,这些处理不仅影响产品外观,也关系到脱模性能。
###
通过高清细节图的层层解析,我们得以窥见塑胶模具设计制造的精密世界——每一个倒角、每一条排气槽、每一组配合公差,都凝聚着工程师的智慧与匠心。优质的模具不仅是零件的复制工具,更是效率、质量和成本的控制器。对于从业者而言,深入理解这些细节,是优化模具设计、提升产品品质的必经之路。